
Le Antiche chiavi – Tecniche di costruzione
Chiavi femmine forgiate e assemblate
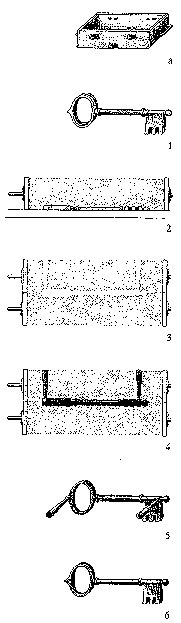
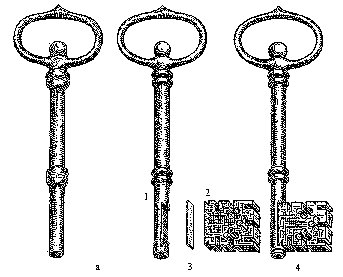
La tecnica di forgiatura per la costruzione di questo tipo di chiave è la stessa di quella delle chiavi femmine forgiate dalla lamiera fino alla fase 3, con la differenza che lo sviluppo perimetrale della lamiera era solo quello della canna. Nella fase 4 venivano costruiti separatamente gli altri componenti: l’impugnatura, la fascetta o ghiera di rinforzo (base) e il pettine. I quattro pezzi venivano poi assemblati nella fase 5, alcuni mediante bollitura e altri per brasatura. Unire due pezzi di ferro per bollitura significa portare i lembi dei due pezzi da congiungere a una temperatura tale che, martellandoli poi fra di loro, si amalgamino saldandosi in un solo pezzo.
Questo tipo di saldatura fu il solo usato nel mondo antico e fino a tutto il ‘400. Unirli invece per brasatura, il sistema più usato nella costruzione delle chiavi, significa inserire fra i due pezzi da saldare una barretta sottilissima (foglia) di materiale metallico che fonda a temperatura più bassa di quella del ferro. Arroventando la parte, la foglia inserita fonde, amalgamandosi con il materiale ferroso arroventato dei due lembi, così che, raffreddandosi, si saldino fra di loro. Quest’ultimo metodo fu introdotto nel ‘500 utilizzando foglie di rame; se ne fece largo uso nei secoli successivi adoperando indifferentemente il rame o l’ottone.
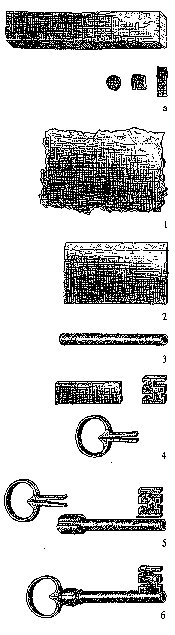
Chiave femmina forgiata e assemblata
a) ferro di qualsiasi sezione
1) martellatura per la trasformazione in lamiera
2) taglio della lamiera nella forma uguale allo sviluppo della canna
3) arrotolamento della canna
4) costruzione, a parte, dell’impugnatura, della fascetta di rinforzo (base) e del pettine
5) assemblaggio dei componenti
6) rifiniture
Chiavi femmine forgiate e assemblate. Italia settentrionale, Italia nord-est XVI secolo. Lunghezza 13, 10, 8 centimetri.
Le rifiniture dell’intera chiave avvenivano nella fase 6. La tecnica descritta fu molto impiegata soprattutto nell’Italia nord-orientale, a partire dal XV secolo, con risultati di grande effetto. Infatti quasi tutte le chiavi alto-atesine, sia quelle con l’impugnatura a volute sovrapposte, o trilobata, o ad arco rientrante, che quella delle chiavi venete, comprese le veneziane con la decorazione dell’impugnatura a rosone, furono costruite con questa tecnica o con trascurabili varianti.
Il disegno dell’impugna5tura, la conformazione dell’asta, del pettine e della mappa variano a seconda dei gusti, delle mode, dei luoghi e dell’ingegnosità del maestro artigiano forgiatore.
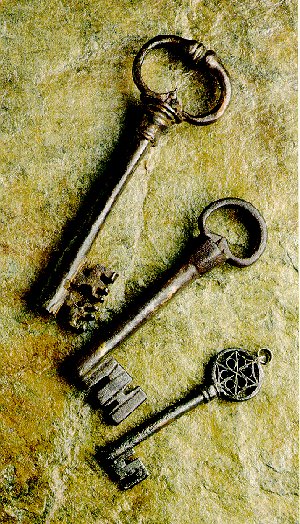
Chiavi femmine forgiate e assemblate. Italia settentrionale, area nord-est, XVI secolo la piccola, secolo XVII la grande. Rifiniture con lime, seghetto e cesello. Lunghezza 11 e 15 centimetri.
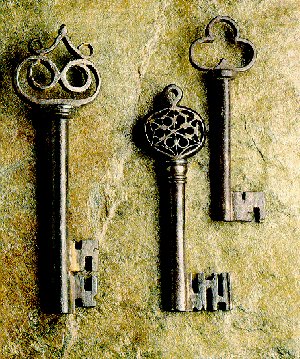
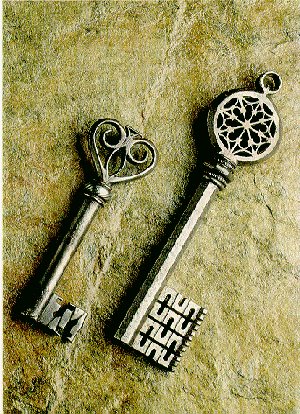
Chiavi femmine forgiate e assemblate. Italia settentrionale, area nord-est, XVI secolo. Impugnature di grande qualità; rifiniture con lime. Lunghezza 15, 12, 11 centimetri.
Chiavi fuse in stampi
La fusione del ferro determinò una sensazionale rivoluzione tecnologica in quanto consentì di riprodurre un oggetto un infinito numero di volte. Il ferro fuso venne utilizzato soprattutto in Gran Bretagna fra a metà del XVIII secolo e i primi decenni del successivo e un po’ ovunque su larga scala dagli inizi dell’ ‘800.
Costruire chiavi fuse consisteva nel fondere il materiale ferroso e poi versarlo in uno stampo che rappresentasse il negativo della chiave. Lo stampo poteva essere di tipo transitorio (terra compattata entro un contenitore detto staffa), con il quale si fondevano preferibilmente chiavi di grandi dimensioni; o di tipo permanente (stampo metallico detto conchiglia), con il quale si fondevano preferibilmente chiavi di piccole dimensioni.
Chiavi fuse in “stampi”.
a) staffa
1) preparazione del modello in legno
2) riempimento delle staffe con terra da fonderia e compattatura
3) opposizione di una staffa sull’altra
4) riempimento del calco con materiale ferroso liquido
5) distaffatura e sterratura della chiave
6) rifiniture
Chiavi fuse con quest’ultimo tipo di stampo furono usate soprattutto in Inghilterra a partire dalla metà del XVIII secolo. Mentre il procedimento per la costruzione di chiavi fuse in stampi permanenti era abbastanza semplice, nel senso che bastava versare il metallo liquido nello stampo e lasciarlo raffreddare, piuttosto complesso era invece quello per la costruzione di chiavi fuse in stampi di tipo transitorio.
Nella fase 1 il modellista preparava il modello della chiave in legno, in maniera che si potesse dividere longitudinalmente a metà. Nella fase 2 si preparavano le staffe. Una prima metà del modello in legno della chiave da costruire veniva appoggiata, dalla parte piana, sul tavolo di lavoro all’interno della staffa e poi ricoperto con terra di fonderia ben compattata. Una volta certi che la terra intorno al modello fosse stata compattata in maniera tale che l’impronta lasciata (calco), una volta estratto il modello, sarebbe stata chiara e ben delineata, si ripetevano le stesse operazioni con l’altra staffa.
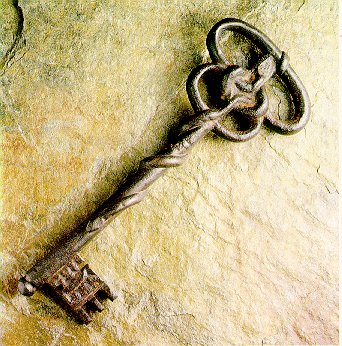
Chiave fusa in “stampi” di tipo transitorio. Italia settentrionale, XIX secolo. Singolare la presenza del serpente avvinghiato al fusto e all’impugnatura. Chiavi di questo tipo vennero spesso usate come insegne. Rifiniture con lime. Lunghezza 31 centimetri.
La terra di fonderia era una sabbia particolare in quanto, oltre che avere il punto di fusione superiore a quello del materiale fuso, e una grande porosità che facilitasse l’uscita dei gas sprigionati durante il riempimento, doveva possedere una consistenza e plasticità tali da permettere la compattatura (formatura). Nella fase 3, dopo aver estratto le due metà del modello, si opponeva la prima staffa sulla seconda in modo che si formasse all’interno delle due un vuoto, della forma, al negativo, della chiave da costruire.
Nella fase 4 si versava il materiale ferroso liquido attraverso il canale di riempimento, precedentemente praticato, fino a quando non fosse traboccato dal canale di sfogo, appositamente preparato per indicare il completo riempimento del calco. Si lasciava raffreddare (solidificare) lentamente, dopo di che si separavano le due staffe (distaffatura) e si toglieva la chiave dalla terra (sterratura). Nella fase 5 la chiave veniva liberata dalle appendici dei canali di fusione e di sfogo e ripulita. Nella fase 6 veniva rifinita in ogni sua parte.
Le chiavi fuse sono spesso riconoscibili dalla linea, in rilievo, di congiunzione delle due staffe.
Chiavi stampate
Le tecniche di costruzione delle chiavi mediante fusione e stampo avevano il vantaggio della possibilità di numerose repliche, senza dover ricorrere ogni volta all’intervento del maestro forgiatore. Il fatto però di preferire alla costruzione artigianale di manufatti in ferro secondo disegni e forme inconsuete la produzione in grande serie fu causa, purtroppo, della definitiva scomparsa dell’aspetto artistico della chiave. Di fronte a ciò non si può fare a meno di constatare che il progresso della tecnica e l’avvento delle macchine ci hanno dato molte comodità, ma ci hanno tolto il gusto, la sensibilità artistica, l’abilità e la genialità del maestro forgiatore e, di conseguenza, l’unicità di ogni chiave.
A partire dalla seconda metà del XIX secolo, cioè agli albori della nuova e moderna tecnologia industriale, si cominciò a costruire chiavi stampate. Nella fase 1 venivano installati gli stampi su un maglio o una pressa idraulica. Gli stampi, che riproducevano in negativo le due metà longitudinali della chiave da realizzare, erano costruiti in acciaio, in maniera che si usurassero il meno possibile e potessero quindi durare più a lungo.
Chiave stampata
a) maglio
1) preparazione degli stampi
2) preparazione del pezzo di ferro
3) stampaggio
4) stampi per tranciare la bava
5) tranciatura della bava
6) rifiniture
Nella fase 2 il pezzo di ferro arroventato veniva appoggiato sullo stampo fisso. Nella fase 3, mediante la pressione esercitata dal maglio o dalla pressa idraulica, si spingeva (si batteva) lo stampo mobile contro quello fisso tante volte quante erano necessarie perchè il ferro arroventato prendesse la forma degli incavi degli stampi.
Nella fase 4 veniva asportata con lime la notevole bava metallica che si era formata in conseguenza della battitura. Nelle officine più organizzate e industrializzate, quest’ultima operazione veniva effettuata con l’aiuto di un secondo maglio o pressa attrezzati con punzoni (stampi) particolari, capaci di tranciare in un colpo solo la bava.
La fase successiva era quella delle rifiniture. Le chiavi di questo tipo sono riconoscibili dai residui di bava metallica lasciati sui punti di difficile rifinitura (per esempio l’interno dell’impugnatura).
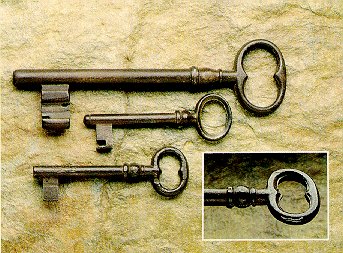
Chiavi stampate. Italia anni 1900-1940. Sono state costruite con criteri industriali copiando le forme di quelle antiche. Rifiniture con lime. Le chiavi di questo tipo sono riconoscibili dai residui di bava metallica lasciati sui punti di difficile rifinitura. Lunghezza 15, 8.5 e 8 centimetri.
Saldatura del pettine
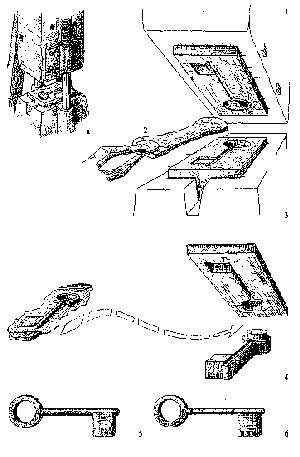
Con una certa frequenza, già a partire dalla fine del XVI secolo, venivano forgiati, in momenti diversi, la chiave, senza il pettine, e il pettine. Era perciò necessario assemblare (saldare) successivamente i due componenti. Il sistema di saldatura usato fu quello della brasatura, con modalità di esecuzione diverse a seconda che si operasse su chiavi maschie o femmine.
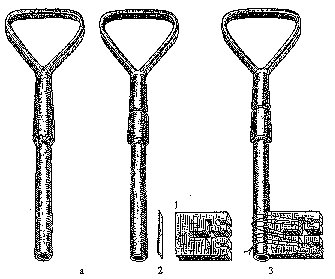
Saldatura del pettine su aste piene
a) chiave incompleta
1) doppia incisione del fusto e preparazione del piano di appoggio
2) sagomatura del lato del pettine da saldare
3) inserimento tra il pettine e l’asta di una foglia di rame o di ottone
4) fissaggio provvisorio del pettine sul fusto mediante incastro; saldatura (brasatura); rifiniture
Nel caso di chiavi maschie bisognava innanzitutto praticare con uno scalpello da taglio due incisioni, in senso circonferenziale, perpendicolari all’impugnatura e inclinate di circa 45°, nella parte terminale del fusto. Quindi si incastrava, a freddo, il pettine precedentemente forgiato, nell’alloggiamento che si era formato, dopo aver inserito, tra i due, una foglia di rame o di ottone. Si completava la saldatura arroventando la parte fino a raggiungere il punto di fusione del rame o dell’ottone, in modo che questo, amalgamandosi con il materiale ferroso arroventato e poi raffreddandosi, saldasse le due parti.
Saldatura del pettine su aste cave
a) chiave incompleta
1) sagomatura del lato del pettine da saldare
2) inserimento tra pettine e asta di una foglia di rame o ottone
3) fissaggio provvisorio del pettine sulla canna con filo di ferro; saldatura (brasatura); rifiniture
Nel caso di chiavi femmine, si preparava il lato del pettine da saldare in maniera che si sposasse con la curvatura della canna. Il pettine veniva poi legato provvisoriamente alla canna con filo di ferro, dopo aver inserito tra i due una foglia di rame o di ottone.
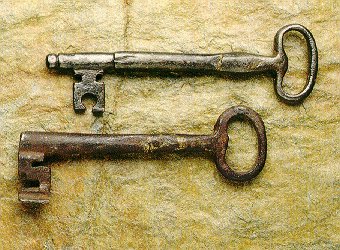
 |  |
| Chiave maschia riparata. Il pettine è stato rifatto e saldato al fusto mediante brasatura. Lunghezza 11 centimetri | Chiave femmina riparata. Il pettine è stato rifatto e saldato alla canna mediante brasatura. Lunghezza 14 centimetri |
La saldatura veniva effettuata arroventando la parte e lasciandola raffreddare. Le eventuali bave di rame o di ottone colato venivano asportate durante la successiva fase di rifinitura. Questo sistema di procedere veniva utilizzato anche tutte quelle volte che era necessaria la saldatura per poter riparare le parti rotte di una chiave o di una serratura.
Chiavi riparate. Il fusto e la canna sono stati riparati mediante brasatura. Lunghezza 15 e 14 centimetri
Leggi gli altri articoli sulla storia delle Chiavi Antiche:
- Cenni sulla storia del Ferro
- Chiavi “inglesi”
- Chiavi arabe
- Chiavi capo d’opera a “lanterna”
- Chiavi curiose
- Chiavi da “Ciambellano”
- Chiavi e serramenti: prima parte
- Chiavi e serramenti: seconda parte
- Il fabbro e i suoi attrezzi
- Le Antiche chiavi
- Le Antiche chiavi – Tecniche di costruzione
- Le antiche chiavi: Introduzione dell’autore
- Le Antiche chiavi: la serratura
- Le chiavi in Alto Adige
- Le chiavi in Emilia Romagna
- Le chiavi in Italia
- Le chiavi in Italia centro-meridionale e isole
- Le chiavi in Lombardia
- Le chiavi in Toscana
- Le chiavi in Valle d’Aosta, Piemonte, Liguria
- Le chiavi nel Veneto
- Le chiavi nell’arte
- Le Chiavi nella storia: Chiavi Barocche e Rococò
- Le Chiavi nella storia: Chiavi Gotiche
- Le Chiavi nella storia: Chiavi neoclassiche
- Le Chiavi nella storia: Chiavi ottocentesche
- Le Chiavi nella storia: Chiavi primi novecento
- Le Chiavi nella storia: Chiavi Rinascimentali
- Le Chiavi nella storia: Chiavi romaniche
- Le Chiavi nella storia: Le chiavi merovinge
- Le Chiavi nella storia: Le chiavi romane
- Le Chiavi nella storia:Chiavi carolinge
- Le Chiavi: restauro e raccolta







